设备完整性(Mechanical Integrity)介绍
设备完整性(M echanical Integri-ty,简称M I)源自美国职业安全与健康管理局(O SH A)的高度危险性化工过程安全管理办法的第8条款。经过数年的推广,设备完整性已成为一个独立领域,得到了世界各大石化公司的普遍认同与应用。设备完整性的概念和基本要素一般而言,设备完整性是指设备的机能状态,即设备正常运行情况下应有的状态,也就是采取技术改进措施和规范设备管理相结合的方式来保证整个装置中关键设备运行状态的完好性。其特点为: 一是设备完整性具有整体性,即一套装置或系统的所有设备的完整性;单个设备的完整性要求与设备的重要程度有关。二是设备完整性贯穿设备设计、制造、安装、使用、维护,直至报废全过程。三是设备完整性管理是采取技术改进和加强管理相结合的方式来保证整个装置中设备运行状态的良好性,其核心是在保证安全的前提下,以整合的观点处理设备的作业,并保证每一作业的落实与品质保证。四是设备的完整性状态是动态的,设备完整性需要持续改进。
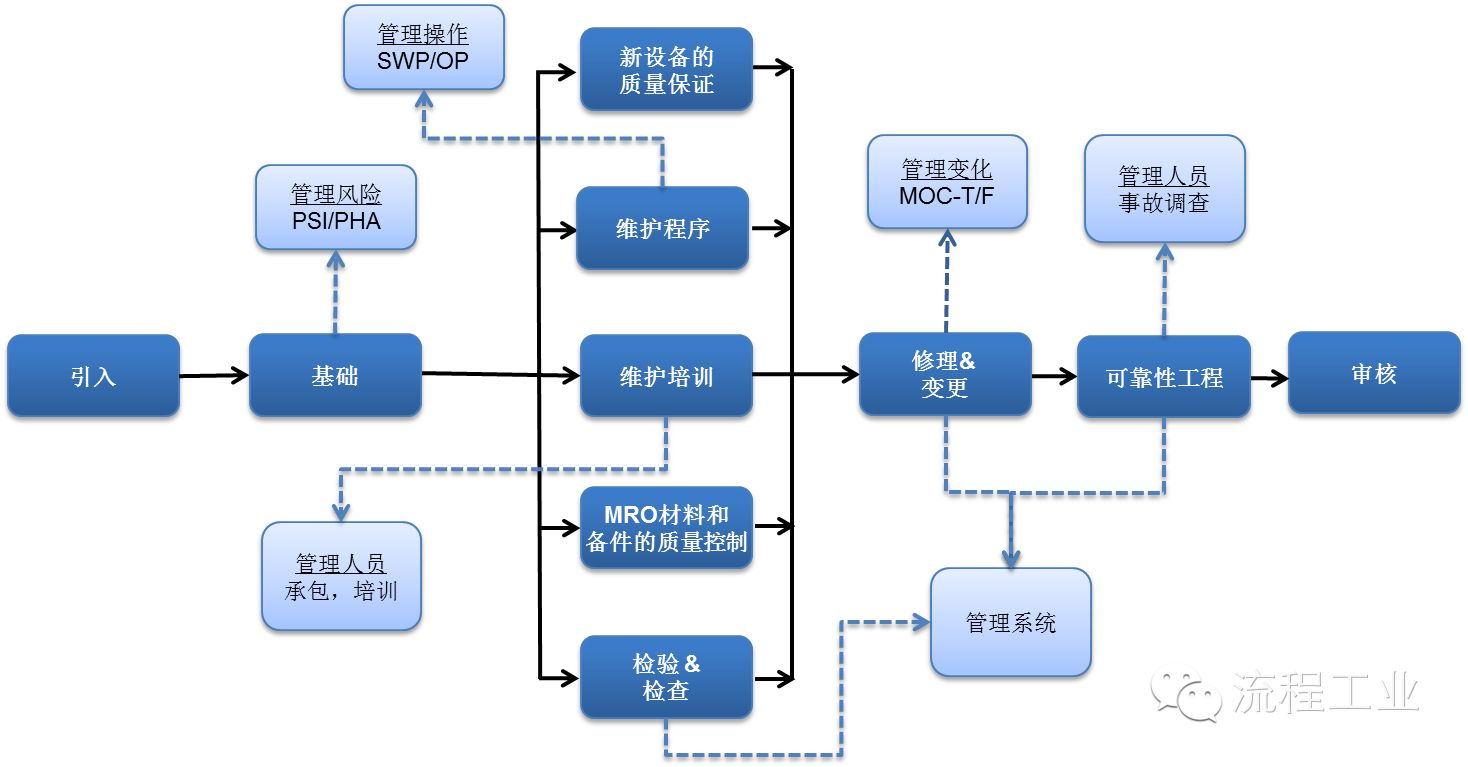
设备完整性管理包含:设备编号及台账、技术档案、备品配件定额管理、设备操作管理、设备维修保养管理、人员培训资格考核、特种作业设备定期检验、装置设备检维修管理、设备变更、启用前安全检查、异常原因及可靠性分析、维修记录归档、报废管理等。
机械完整性的实施 案例:
.7.1 新设备的安装
企业应建立适当的程序确保设备的现场安装符合设备设计规格要求和制造商提出的安装指南,如防止材质误用、安装过程中的检验和测试。检验和测试应形成报告,并予以留存。
压力容器、压力管道、特种设备等国家有强制的设计、制造、安装、登记要求的,必须满足法规要求,并保留相关证明文件和记录。
4.7.2 预防性维修
企业应建立并实施预防性维修程序,对关键的工艺设备进行有计划的测试和检验。及早识别工艺设备存在的缺陷,并及时进行修复或替换,以防止小缺陷和故障演变成灾难性的物料泄漏,酿成严重的工艺安全事故。预防性维修包括但不限于以下内容:
a) 检验压力容器和储罐、校验安全阀,对换热器管程测厚或进行压力试验;
b) 清理阻火器、更换爆破片、更换泵的密封件;
c) 测试消防水系统、对可燃/有毒气体报警系统/紧急切断阀/报警和联锁进行功能测试;
d) 监测压缩机的振动状况、对电气设备进行测温分析等。
4.7.3 设备报废和拆除
企业应建立设备报废和拆除程序,明确报废的标准和拆除的安全要求。
4.7.4 机械完整性相关的培训
企业应安排参与设备管理、使用、维修、维护的相关人员接受培训,达到以下目的:
a) 了解开展维修作业所设计的工艺的基本情况,包括存在的危害和维修过程中正确的应对措施;
b) 掌握作业程序,包括作业许可证、维修、维护程序和要求;
c) 熟悉与维修活动相关的其他安全作业程序,如动火程序、变更程序等;
d) 检验和测试人员取得法规要求的资质。