标准正文
1.缺陷:钢丝挤出 处理:立即报废
2.缺陷:单股钢丝绳 绳芯挤出 处理:立即报废

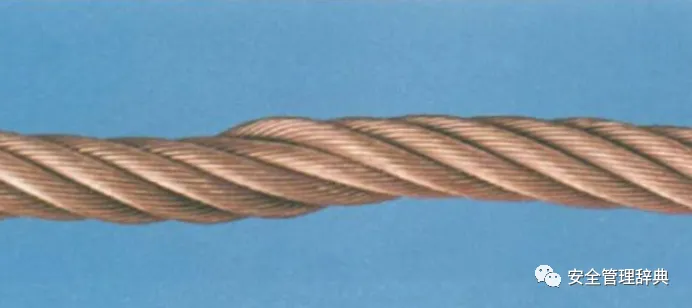
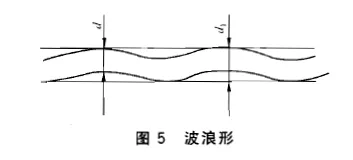
3.缺陷:绳股凹陷、绳直 径局部减少 处理:检查或降低载荷

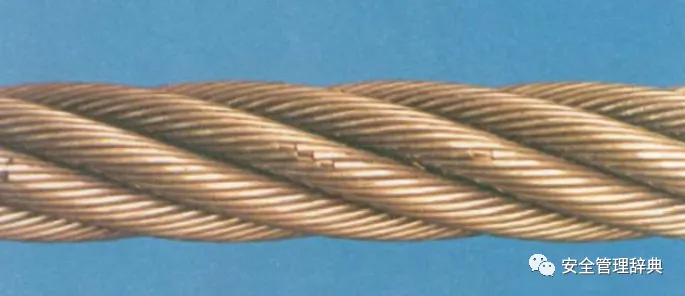
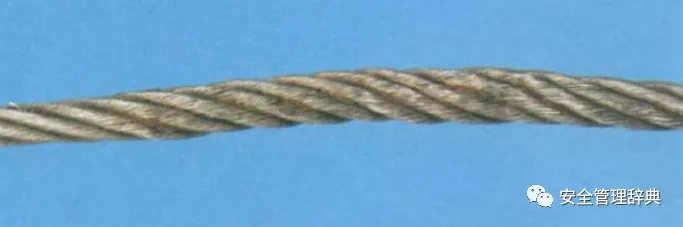
4.缺陷:绳股挤出/扭曲 处理:立即报废
5.缺陷:局部压扁 处理:立即报废

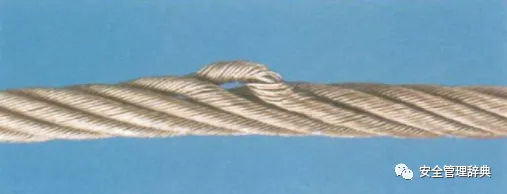
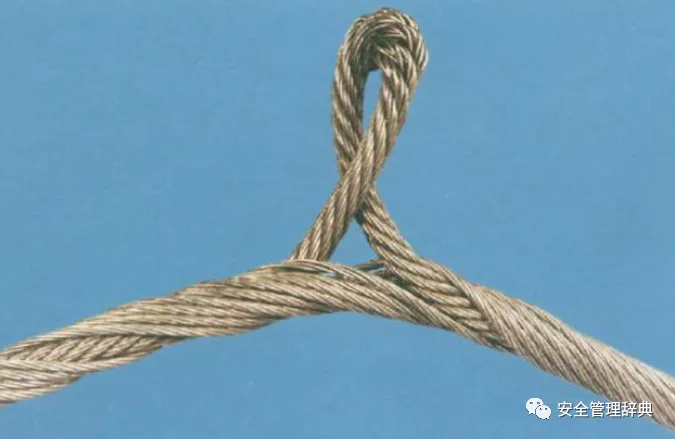
6.缺陷:纽结(正向) 处理:立即报废
7.缺陷:纽结(逆向) 处理:立即报废

8.缺陷:绳股挤出/扭曲 处理:检查、降低载荷、严重报废
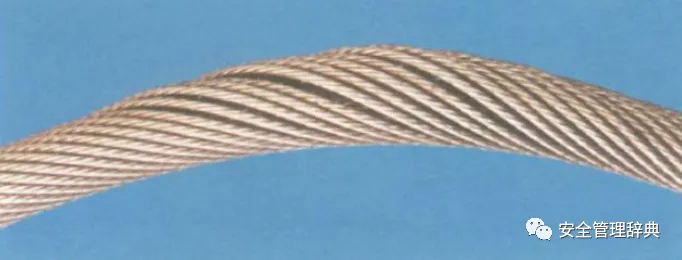
9.缺陷:笼状畸变 处理:立即报废
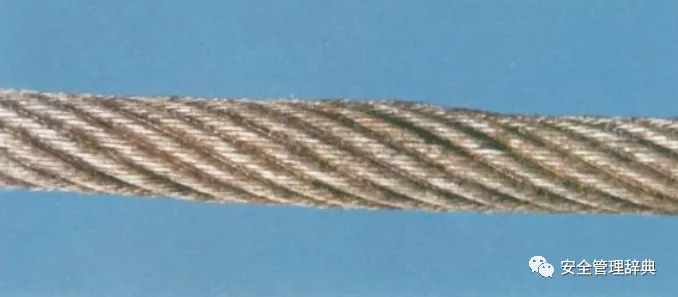
10.缺陷:外部磨损处理:润滑、观察

11.缺陷:绳股凹陷、绳 处理:立即报废

12.缺陷:表面断丝 处理:一捻距内2处 断丝或10%断丝报废
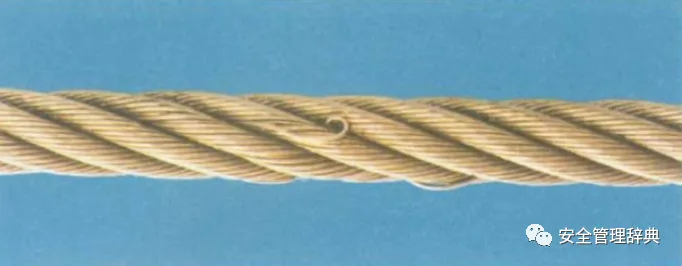
13.缺陷:内部绳股突出 处理:立即报废
14.缺陷:局部直径变大 处理:增大5%,立即 报废
15.缺陷:局部压扁处理:立即报废
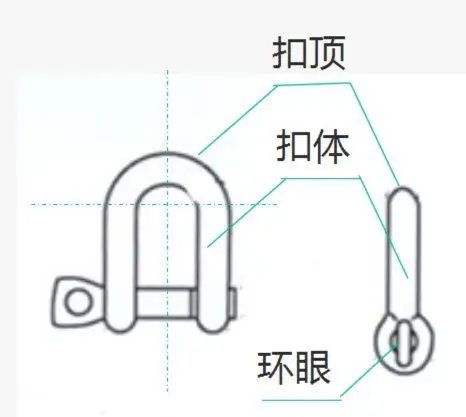
02卸扣使用方法
以我们常用的U型卸扣为例示意,为便于说明,对卸扣的组成做如下定义,见下图:
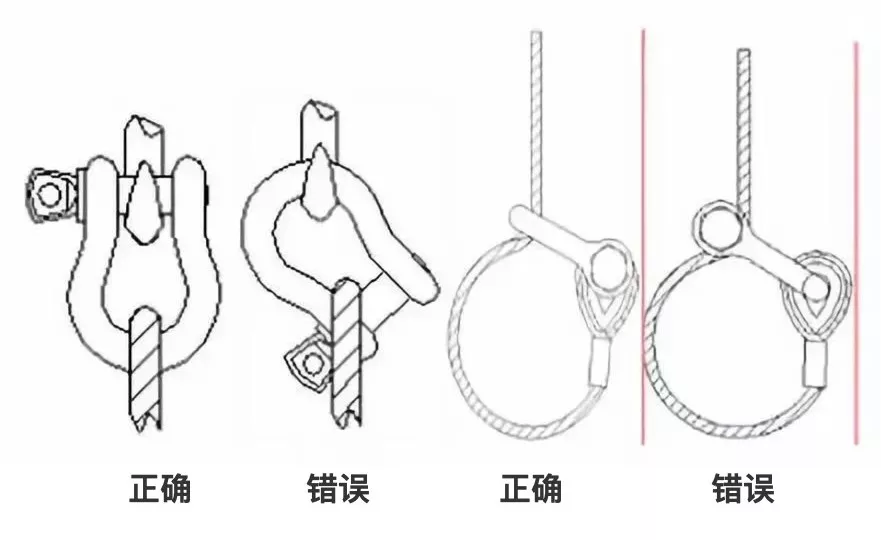
我们知道,卸扣是最常用的一种索具,吊装必备,使用最为频繁,卸扣相对简单,但也更容易出现问题。目前,主要使用卸扣的方式有如下三种:
第一种

第二种
三种方式哪一种是正确的,哪一种是错误的呢?
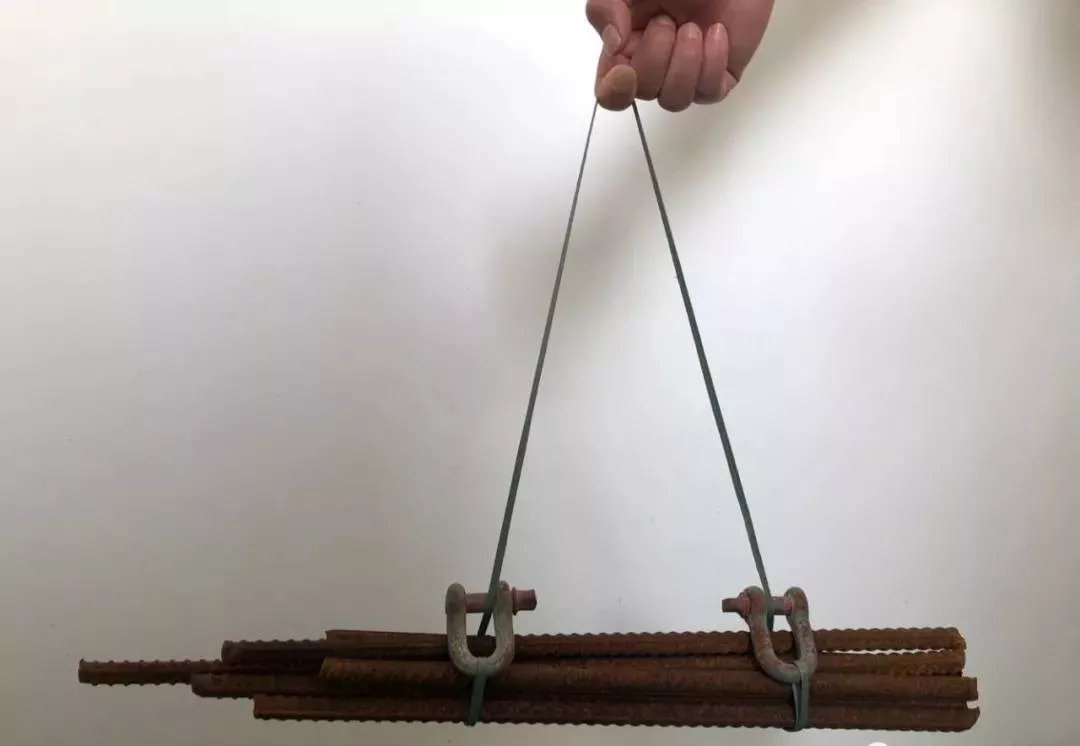
我们逐一来说明先说第一种,卸扣横向受力,我们说这种使用方式是不对的,卸扣的正确受力如下图所示:
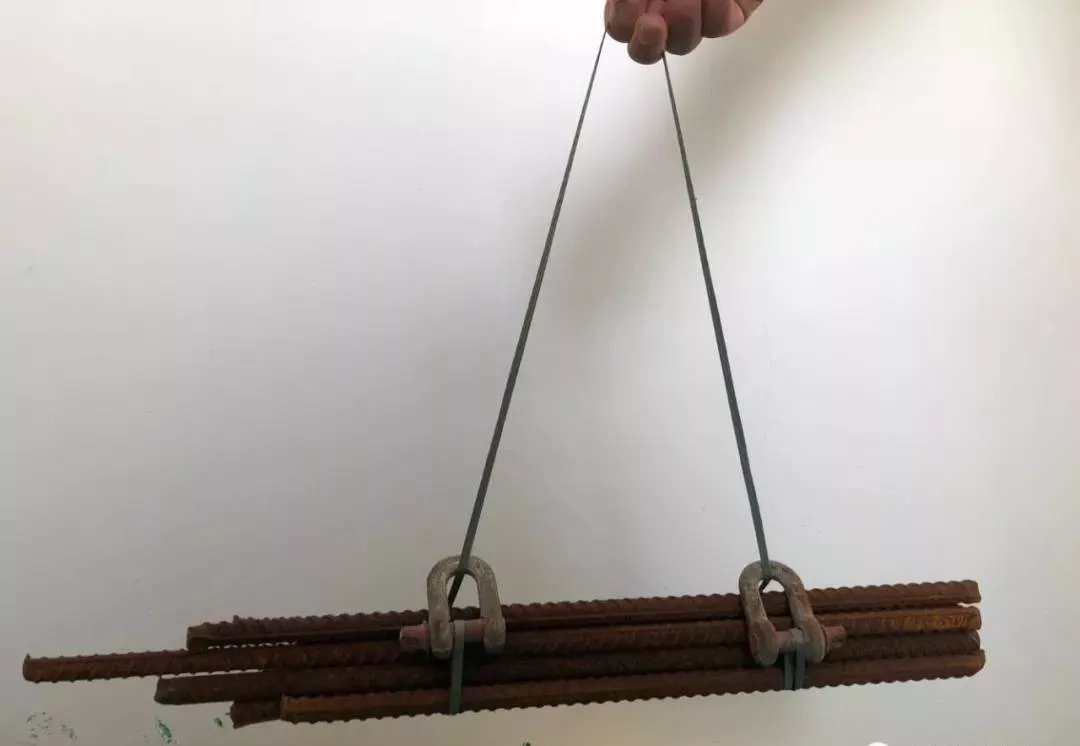
第一种受力方式,钢丝绳的力作用于扣体上,这极容易造成卸扣变形,从而使吊物脱落(因试验工具有限,无法展示将卸扣最终拉变形的画面)。第二种受力方式,在提拉钢丝绳的过程中,钢丝绳作用在卸扣销轴上的摩擦力极容易将销轴转出,从而使吊物脱落而发生危险。第三种受力方式,销轴在固定端,起吊过程不产生转动,很好保证卸扣连接的紧固,所以是正确的。
吊斗钢丝绳绳夹4个,且方向设置正确

吊斗钢丝绳内侧设置鸡心环、卸扣,防止钢丝绳磨损

(钢丝绳采用编结固接时,编结部分的长度不得小于钢丝直径的20倍,并不应小300mm)一、兜绳捆绑法:将吊装带从重物的底部穿过,绳头挂在吊钩上的捆绑方法。这种方法主要适用于装箱设备或外形比较规则的设备。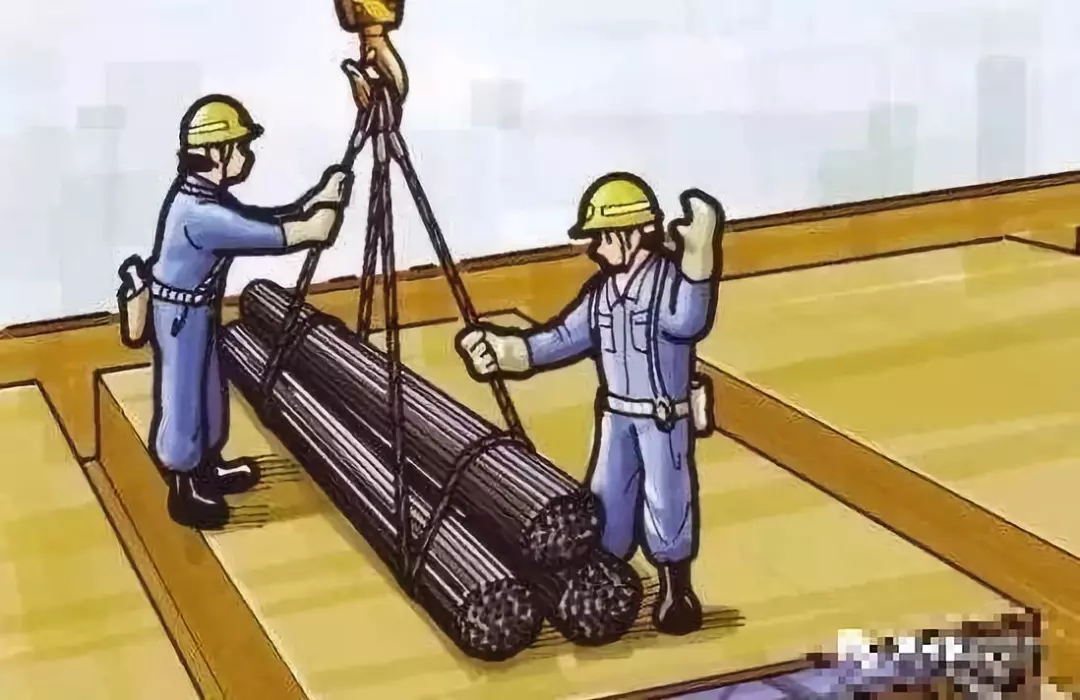
二、卡绳捆绑法:用卡环把吊索卡出一个绳圏,再用绳圈捆绑起吊重物的方法。采用卡绳捆绑法时,一般是把捆绑绳从重物下面穿过,然后再用卡把绳头和绳子中段卡接起来,绳子的中段在卡环中可以自由窜动,当捆绑绳受力之后,绳圈在捆绑点处对重物有一束紧的力,当重物达到垂直的程度后,捆绑绳在重物的表面就不会滑绳。三、卡环连接捆绑法:用卡环把吊索的绳头和重物上的吊环、吊耳连接起来进行起吊重物的捆绑方法。这种方法常用于吊耳或是吊环的设备、重物的捆绑,根据重物上的吊耳或是吊环的多少,采用相应的卡接点数。
钢丝绳的规格型号应符合塔机使用说明书的要求,润滑良好,与金属结构无摩擦。钢丝绳不得有扭结、压扁、弯折、断股、笼状畸变断芯等变形现象,也不得磨损严重。(直径不得减小7%,断丝数不得大于总根数的10%。)弯曲

断丝

单股断丝

断芯

锈蚀

压扁、扭结、笼状畸变(散股)

笼状变形

纽结

排绳不整齐且已压扁

断丝

笼状畸形

压扁

断股
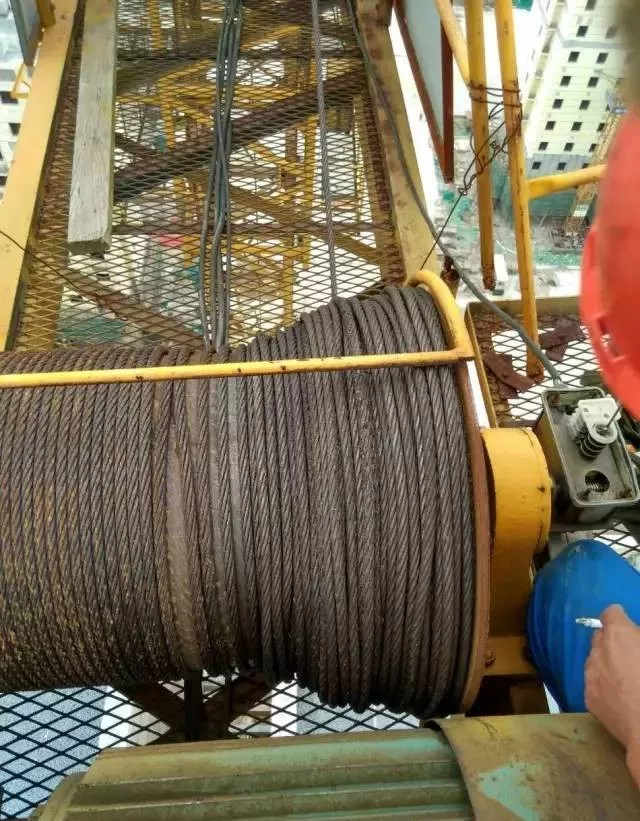
排绳不整齐

断芯

笼状畸形

弯曲

断丝

断股

笼状变形
主绳是检测必查的项目,不合格就可判定塔机安装不合格。请大家一定要自查。